
How CIMCO MDC-Max Makes Lights-Out Manufacturing Work
In theory, lights-out manufacturing sounds great. You load the machines, head home for the night, and wake up to a pile of finished parts. But
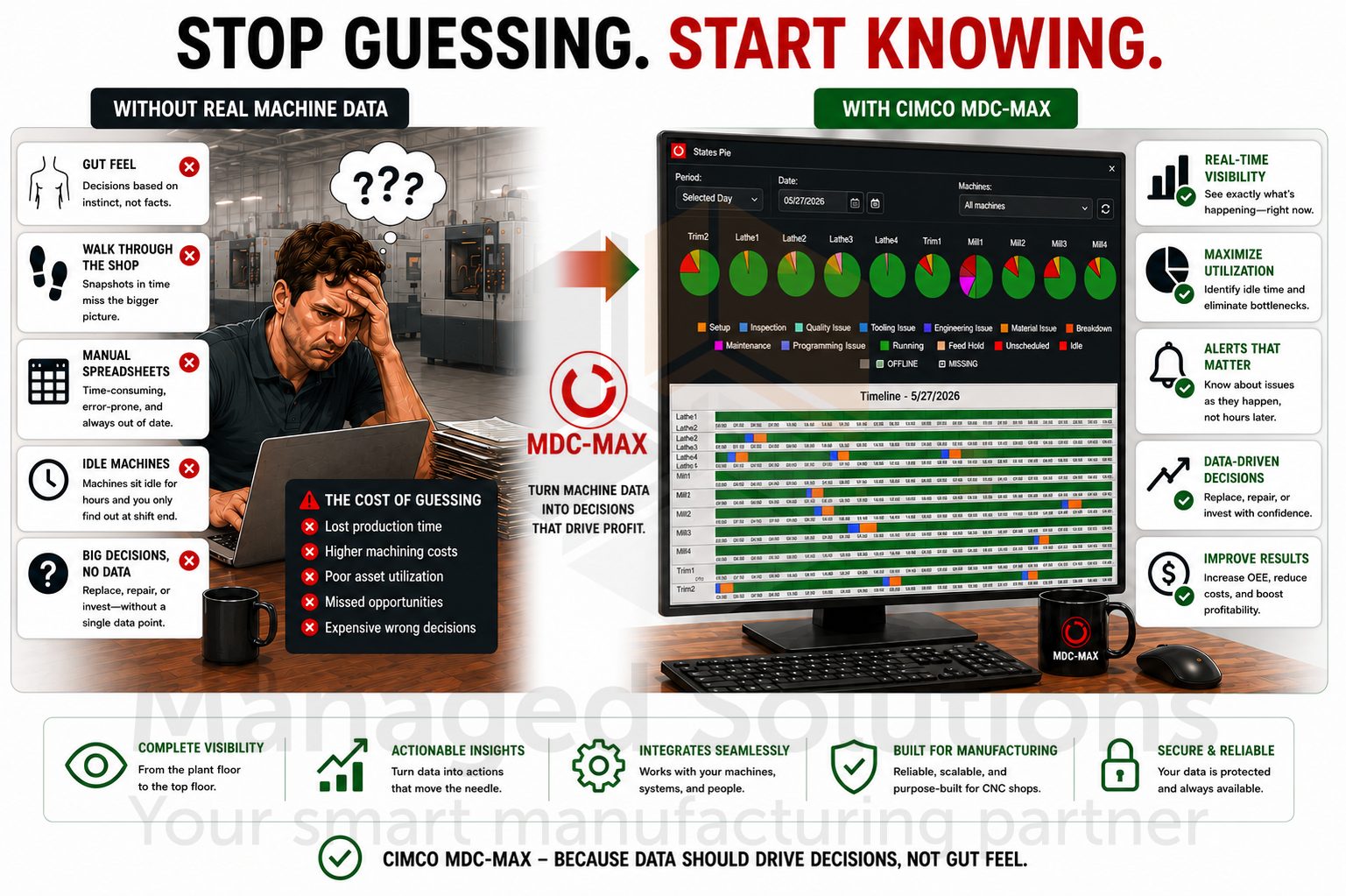
Your Smart Manufacturing Partner





In theory, lights-out manufacturing sounds great. You load the machines, head home for the night, and wake up to a pile of finished parts. But
This article describes the process for separating MDC-Max from the DNC-Max service. This can be useful for troubleshooting a problem in your configuration. It is
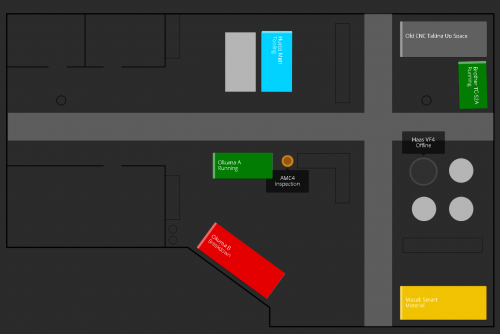
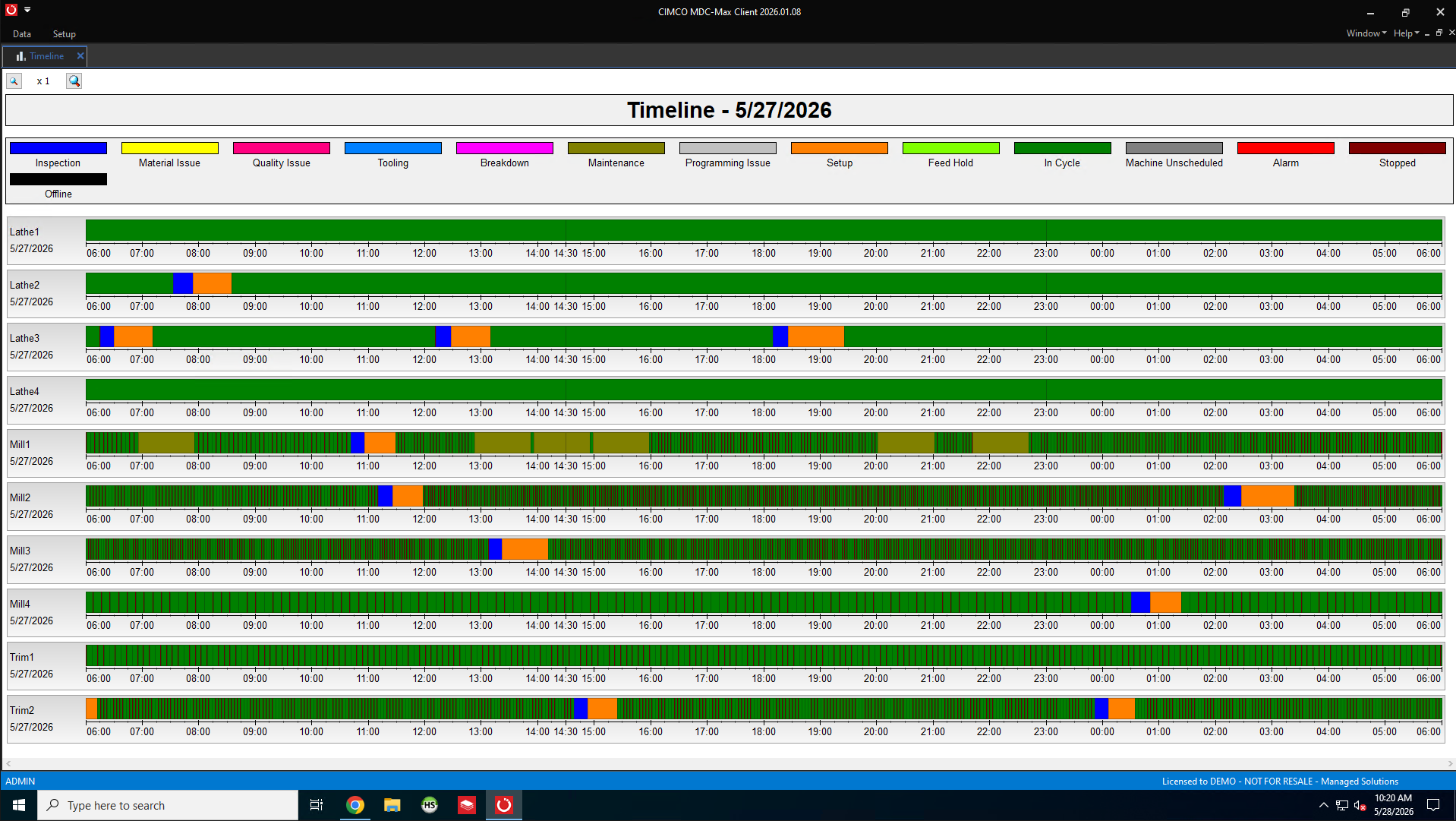
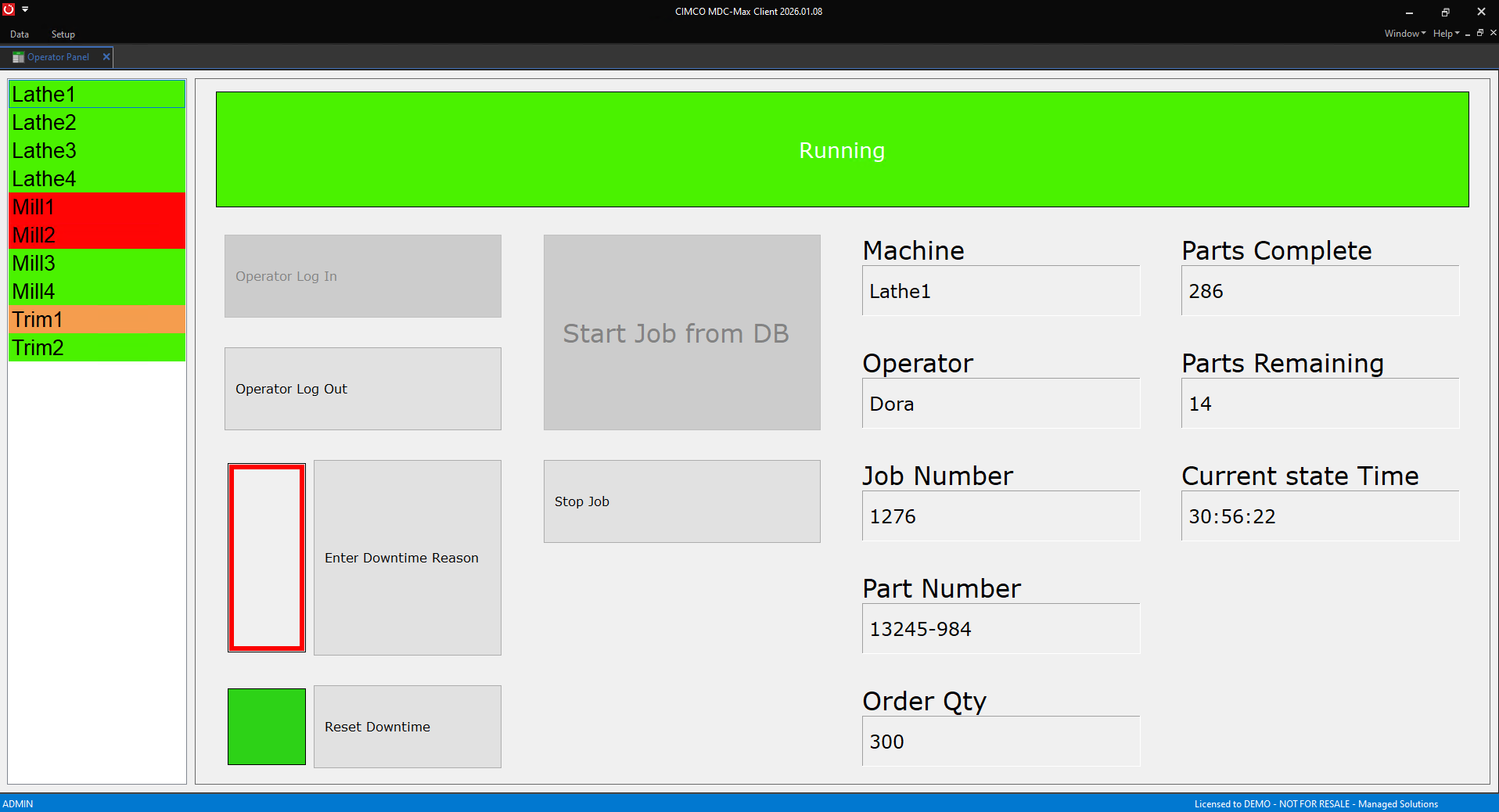
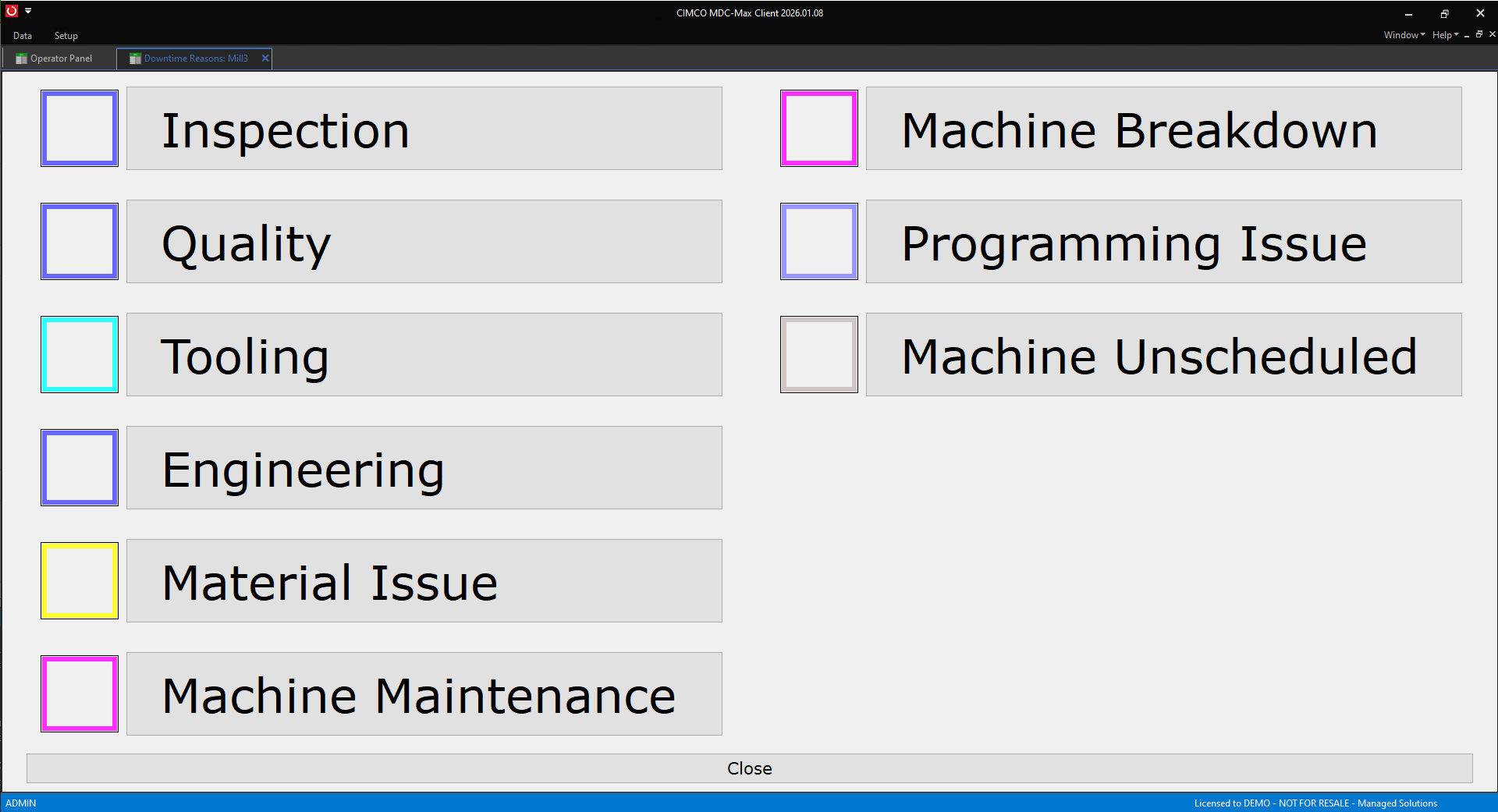
It’s official, CIMCO A/S has released Shop Floor Screens for CIMCO MDC-Max. This useful feature will allow you to visualize your environment and view real