If you’ve ever done any CAM programming you will probably find this familiar. The post processor you spent money, time and a few caffeine fueled evenings trying to perfect produced some odd code and created a real problem for you in your complex CNC machine. For years CIMCO Editor users have spent a few minutes validating their post processed g-code using backplot. It looks a little something like this:

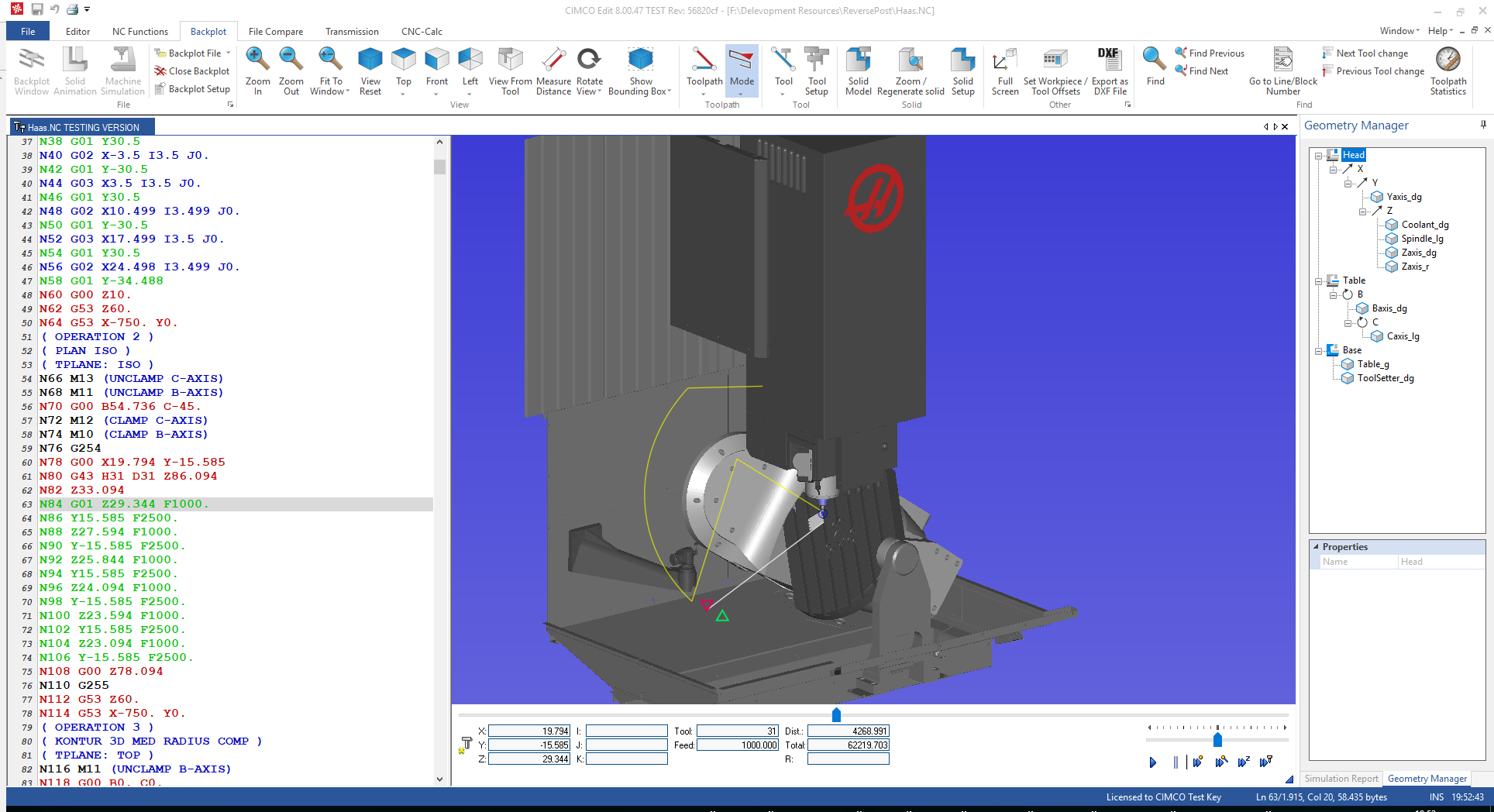
That’s great and all, you’ve been able to detect many problems and CIMCO Backplot has saved you countless hours of misery on the shop floor, but it doesn’t support complex machines such as mill/turn machines. Nor does it take into account fixtures and other physical elements of your machine. The product team at CIMCO A/S thought it might be worth while to provide a new generation of NC file machine simulation. What you are about to see is an actual screen shot of a Haas UMC 96-8250E being simulated inside CIMCO Editor.
We’ll be keeping our readers up to date on this developing feature, so be sure to subscribe to our updates so you don’t miss it.
Does Cimco have the ability to handle aliased G and M codes as describes in practically all Haas Turning Center Operators Manuals? This function is described at the beginning of the Macros section in Programming Section . Basically you have to assign a specific machine parameter (using #96 in this instance) to an unused G or M code # and use the specific sub program number associated with that particular parameter( in this instance #O09015). Once set up in the control, an operator could use G6 to load subprogram #O9015 (if parameter #96 was set to a value of 6).… Read more »
Hey Tom, system values mapping is partially supported in the current build of CIMCO Editor. Unfortunately these values are not among them. Thank you for asking, I have requested that they add this to the list of items to consider adding.