
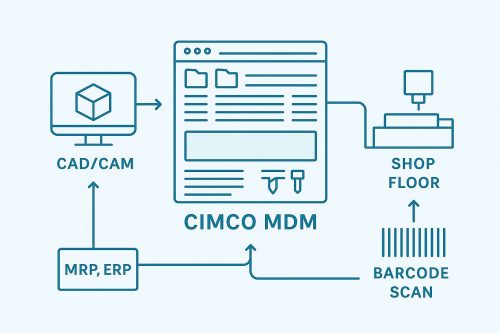
Understanding the Import Queue in CIMCO NC-Base and CIMCO MDM
If you have ever had a machinist edit a program at the machine control and send it back without anyone in the programming department knowing
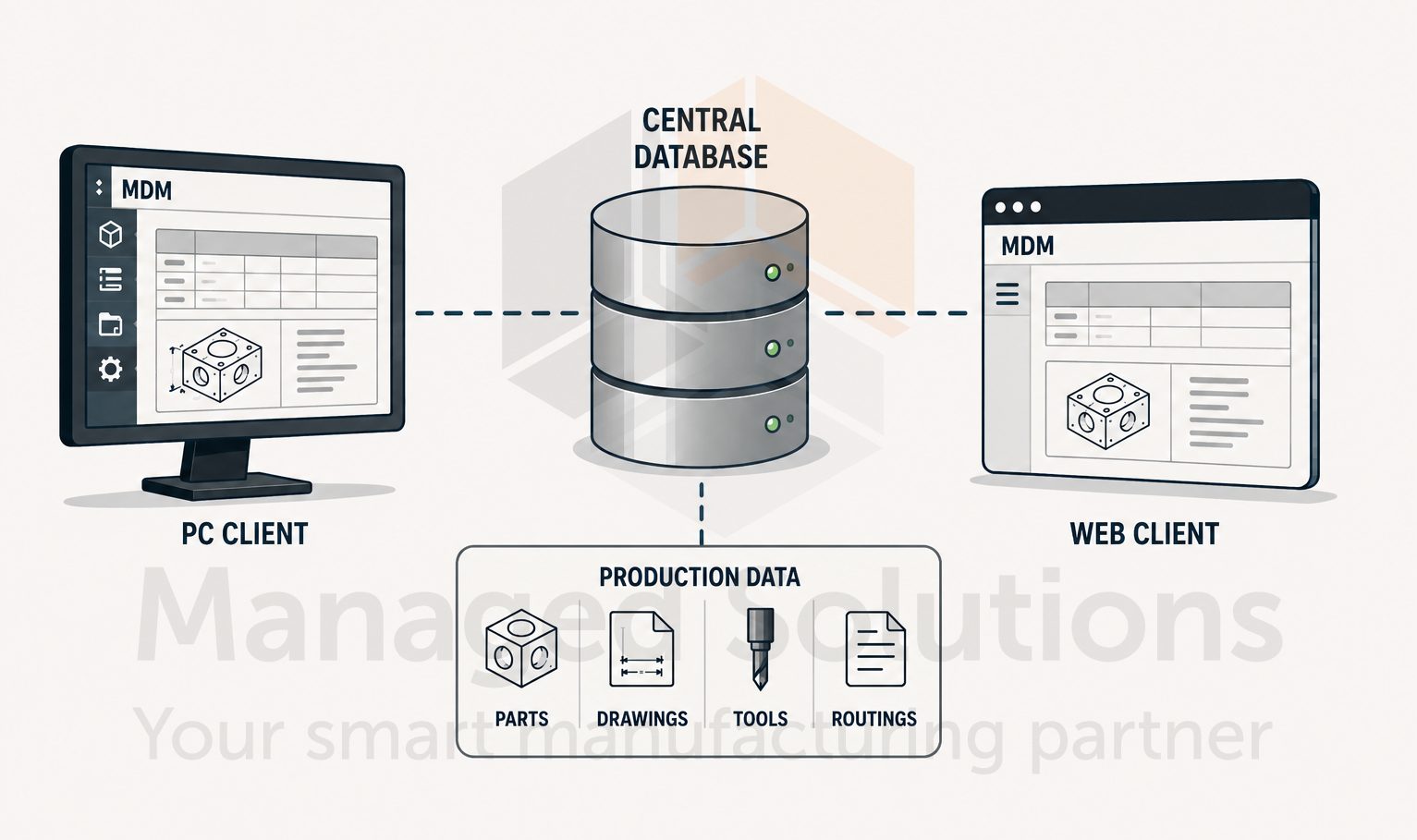
Your Smart Manufacturing Partner


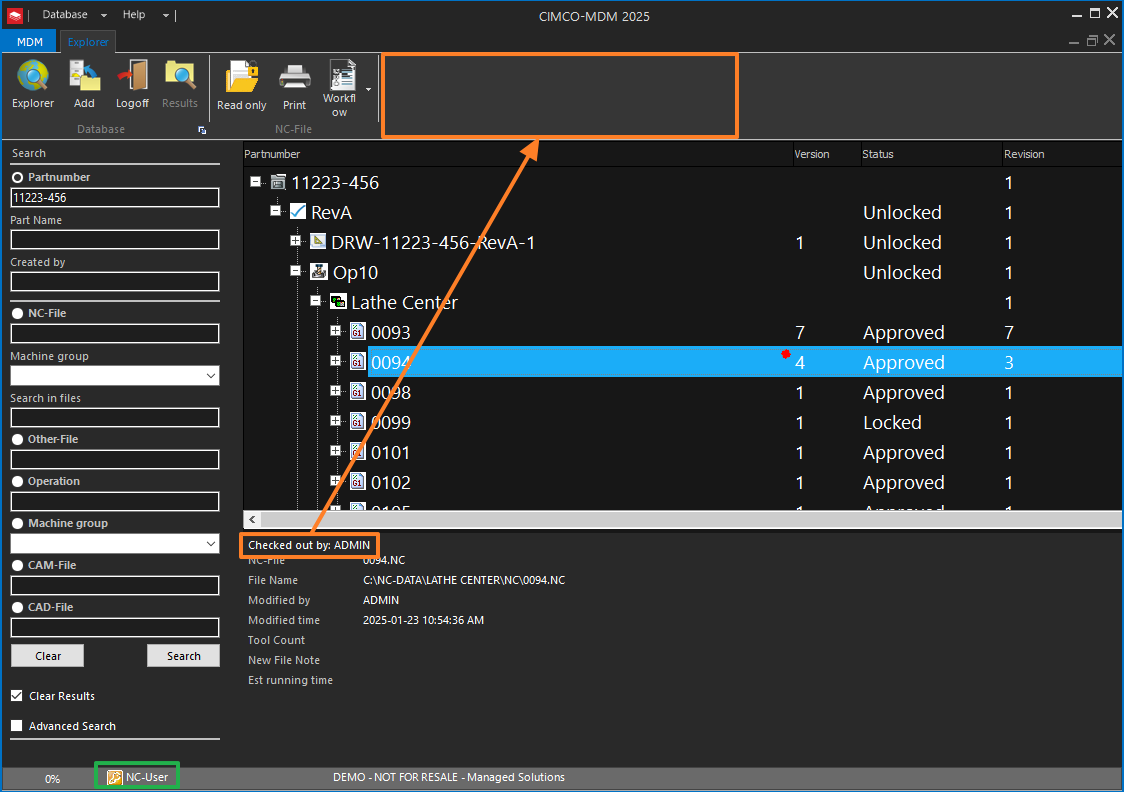




If you have ever had a machinist edit a program at the machine control and send it back without anyone in the programming department knowing
Are you tired of drowning in a sea of paper setup sheets, chasing down the latest NC program versions, or dealing with costly errors from
This tech tip is designed to provide some insight into how to integrate Active Directory with CIMCO Manufacturing Data Management (MDM). This will enable your